عوامل شکستن سنبه در قالب های سنبه ماتریس
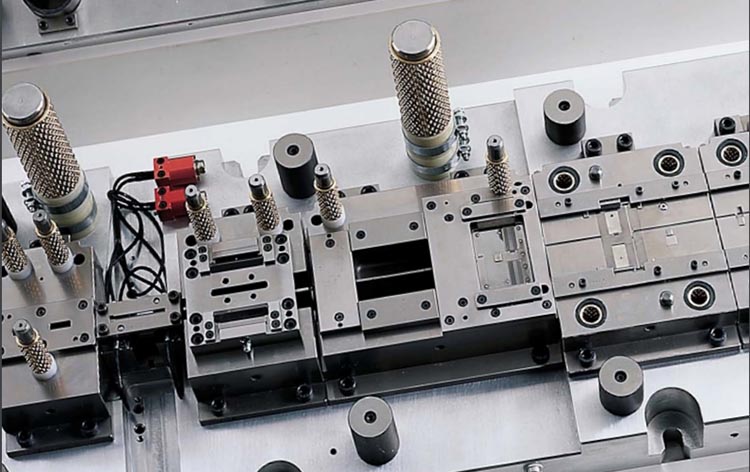
از قالب های سنبه ماتریس در ساخت و تولید قطعات ایجاد شده از ورق های فلزی و غیر فلزی استفاده می شود. برای مثال ساخت قاشق و چنگال، اکثر قطعات مورد استفاده برای ساخت خودرو و… که هر قالب را با توجه به نیروی مورد نیاز برای برش بر روی پرس های مختلف و با تناژهای متفاوت بسته می شوند. برای اینکه عمر سنبه و ماتریس زیاد شود، باید آنها را از فولادهای خاص که قابلیت سختکاری دارند ساخته شود. این سختی خود باعث شکننده شدن سنبه ها می شود و مواردی که در ادامه به آن اشاره می شود سبب خرابی سنبه ها خواهد شد. با کمک آموزش با معرفی علت شکستن سنبه در قالب های سنبه ماتریس همراه باشید.
نحوه شکستن سنبه در قالب های سنبه ماتریس
شکستن سنبه ها به دلایل و شکل های مختلف در قالب های سنبه ماتریس صورت می گیرد که در ادامه مطلب دلایل آن را نام میبریم:
- کُند شدن سنبه یا ماتریس: با کُند شدن یک یا هر دوی آنها ، باید نیروی بیشتری صرف عمل برش کاری شود. همچنین با کند شدن سنبه ، سنبه بعد از عمل برش به سختی از ورق جدا می شود.
- لقی بیش از حد در قسمت سنبه گیر: با واردن شدن تنش ها در طولانی مدت به سنبه و ورق گیر (سنبه راهنما) ، لقی سنبه در داخل ورق گیر از حد مجاز بالاتر رفته و سبب برخورد سنبه با ماتریس می شود.
- ارتفاع بیش از حد سادگی ماتریس: معمولاً حدود ۵ الی ۱۰ میلی متر برای سنگ زنی ، از ماتریس را به اندازه قطعه برش خورده طراحی می کنند و سپس قسمت زیرین را بازتر از ماتریس برای خروج آسان قطعه برش خورده از کف ماتریس طراحی می کنند ، که با رعایت نکردن این نکته قطعات برش خورده به سختی از کف ماتریس خارج می شوند. در این حالت نیز فشار بیش از حدی به سنبه ها وارد می شود.
- بستن غلط قالب زیر پرس: در بعضی مواقع در زمان تولید پل های زیر قالب حرکت کرده و جلوی خروجی دور ریز قالب را مسدود می کند که با چند ضرب پرس کاری دور ریز قالب پر شده و سبب شکستن سنبه و یا ترکیدن ماتریس می شود.
- ضربه اشتباه در پرس کاری: در اکثر مواقع که از فیدر (جلو برنده) استفاده نمی شود و از تغذیه ورق با دست بهره می برند. احتمال جابجایی برش با قرار نگرفتن ورق در محل صحیح برش رخ می دهد ، که سبب منحرف شدن سنبه و برخورد با ماتریس می گردد.
- جنس و نوع سنبه: سختکاری بیش از حد ، رعایت نکردن دقیق مراحل سختکاری، نوع فولاد بکار رفته و …
- سختی بیش از حد ورق کار
- ضخامت زیاد ورق
- رعایت نکردن کلرنس (لقی) بین سنبه و ماتریس
- طراحی قالب
- زیاد بودن بیش از حد ارتفاع سنبه
- سنتر نبودن سنبه نسبت به ماتریس
- لقی بیش از حد راهنما های کفشک و یا راهنماهای صفحه ورق گیر
- خسته شدن یا اتمام عمر سنبه