روش تولید کامل قالب گیری به روش تزریق
یكی از رایجترین روشهای تولید قطعات پلاستیكی، روش قالبگیری تزریقی است. در این روش ابتدا ماده پلاستیکی به شکل ریز دانه ها گداخته می شود تا زمانی که به اندازه کافی برای تزریق تحت فشار نرم شود و قالب را پر کند که در این صورت شکل به طور دقیق کپی می شود.
زمانی که پلاستیک شکل گرفت و قالب خنک شد، قالب قطعه را رها می کند. تمام فرایند قالب گیری تزریقی دوباره تکرار می شود.
چفت کردن (بستن):
قبل از تزریق مواد به قالب، دو قسمت نر و ماده قالب ابتدا باید توسط واحد بست(کلمپ) به طور کامل بسته شود. هر دو قسمت قالب به ماشین قالب گیری تزریقی متصل شده و به یک نیمی از آن اجازه لغزش داده می شود.
واحد گیری هیدرولیکی، نیمه قالب را به هم متصل می کند و نیروی کافی را به وجود می آورد تا قالب را به طور محکم بسته، در حالی که مواد تزریق می شود.
زمان لازم برای بستن و باز شدن قالب بستگی به دستگاه دارد، ماشین های بزرگتر (دستگاه هایی با نیروی کلمپینگ بیشتر) زمان بیشتری نیاز دارند.
این زمان را می توان از زمان چرخه خشک ماشین محاسبه کرد.
تزریق:
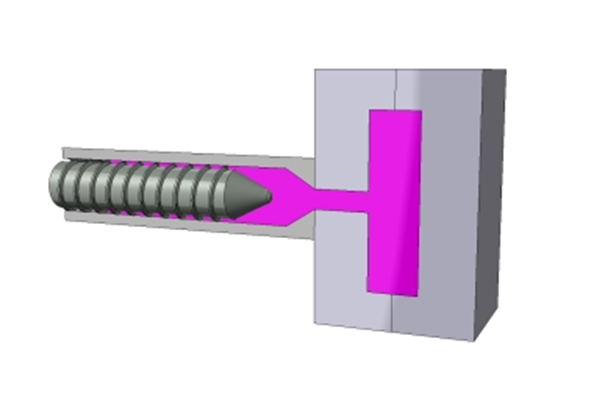
پلاستیک مذاب که به شکل گلوله در داخل مخزن ماشین قالب گیری (شکل پایین) ذوب شده است تحت فشار به داخل قالب تزریق می گردد. قالب را بسته نگه دارید.
ساکن شدن:
بعد از این که پلاستیک مذاب به داخل قالب تزریق شد فشاری برای حصول اطمینان از پر شدن همه حفره ها اعمال می شود.
خنک سازی:
پلاستیک مذاب که درون قالب قرار دارد، به محض تماس با سطوح داخلی قالب، سرد می شود. همان طور که پلاستیک خنک می شود، شکل قالب را به خود می گیرد و جامد میشود. با این حال، درحین خنک سازی ممکن است انقباض(شرینکیج) رخ دهد.
با پر شدن مواد در مرحله تزریق، اجازه می دهد مواد اضافی در قالب تزریق شود و مقدار انقباض یا شرینکیج قابل مشاهده را کاهش می دهد. قالب نمیتواند باز شود تا زمان خنک سازی مورد نیاز سپری شود.
زمان خنک کننده را می توان از چندین ویژگی ترمودینامیکی پلاستیک و حداکثر ضخامت دیوار آن محاسبه کرد.
باز کردن:
صفحه فلزی متحرک برای جداسازی ابزار قالب از مقابل صفحه ی فلزی ثابت کنار می رود.
خارج کردن:
میله ها، صفحه یا هوای دم سپس به خارج کردن پلاستیک ریختگی کامل از ابزار تزریق قالب کمک می کنند.
طول زمانی از زمان بستن قالب تا خارج کردن پلاستیک ریختگی نهایی یک سیکل برای قالب گیری پلاستیک به روش تزریق است.